Receiving Material Bin sounds like a small add-on. Yet it changes how a warehouse breathes. Lines stop less. Teams move with calm. Inventory becomes visible, not guesswork. With a Receiving Material Bin, material arrives fast but flows slow and steady. No more starving stations. No more messy piles. Quality issues are easier to isolate. Costs stop creeping up. What makes this simple device so effective? How does it smooth chaos without heavy software or redesign? And where does the real ROI appear first? Let’s open the bin and see.
The Hidden Bottleneck Most Layouts Ignore
Production is inherently lumpy. One station finishes fast; the next needs setup time. If you push everything straight to the line, you get starvation in one place and pileups in another. A Receiving Material Bin changes that dynamic. It gives the factory a defined cache where incoming material can settle before it feeds downstream work. Instead of chasing peaks and valleys, you present a steady, predictable flow. Planners can then align upstream cycle times with takt, and maintenance can intervene without paralyzing the entire cell.
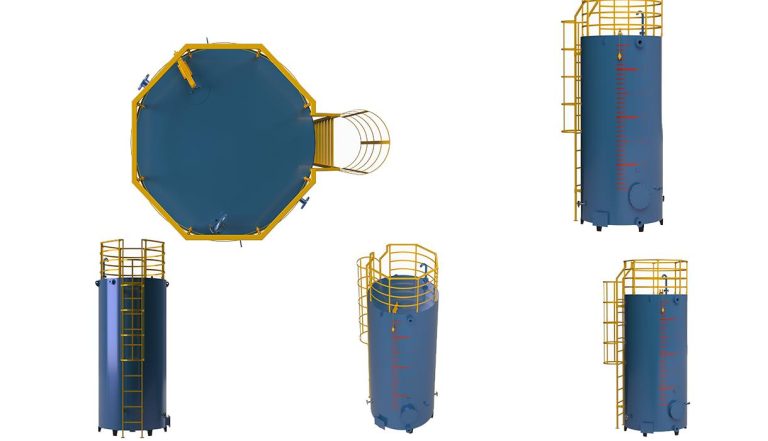
From the finance side, the bin also makes inventory visible and countable. You are not hiding stock on pallets or in corners. You set a target capacity and manage against it. Too high? Adjust the schedule. Too low? Replenish in time. That simple clarity reduces rush moves, forklift mileage, and the soft costs that chip away at margins.
How CHENGZHU‘s Bin Delivers A Uniform Feed
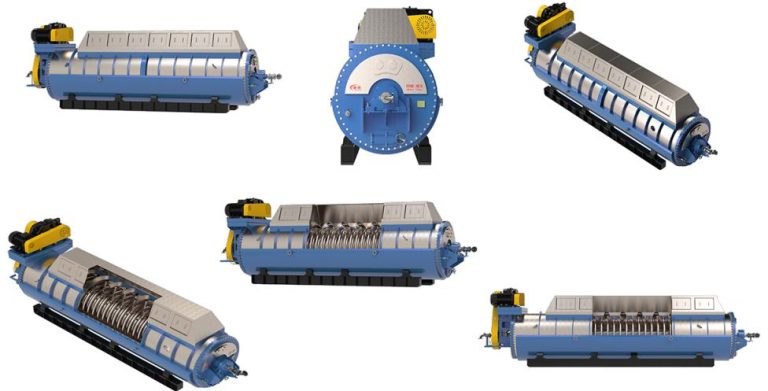
We design the CHENGZHU Receiving Material Bin around a mechanical spiral separation rotor. As the rotor turns, material is gently separated, cached inside the bin body, and released at a uniform, quantitative feed rate. No complex software. No fragile sensors everywhere. A robust, low-maintenance mechanism that plays well with existing conveyors and stations.
What that means on the floor:
• Balanced Flow: The bin evens out fast/slow process mismatches without re-engineering every station.
• Continuity During Pauses: If a machine stops for adjustment, downstream steps keep working from cached stock.
• Cleaner Scheduling: The bin doubles as a staging area during model switches or plan changes.
• Traceability When It Matters: Batches can be isolated, checked, and documented before release.
If you’ve ever faced starving machines in the morning and overflowing racks by noon, this is the antidote. In long-tail search terms, it functions as a semi-finished material buffer and a uniform rate material feeding system – two phrases that capture the problem and the cure.
Tangible Gains: Flow, Cost, And Quality
Flow And Capacity:
Unbalanced processes create hidden idle minutes. With a Receiving Material Bin, cached parts keep the line moving while a technician completes a changeover or clears a minor fault. The effect is modest per incident but relentless across a shift: fewer restarts, fewer micro-stoppages, more finished units at day’s end.
Inventory And Cost Control:
Excess stock ties up cash and invites damage; insufficient stock halts production. The bin gives you a calibrated middle ground. Teams set a capacity window and manage the in/out rate. Counts become accurate, replenishment becomes routine, and emergency shuttles fade away. You spend less time moving material and more time making product.
Quality And Traceability:
Quality issues often trace back to a batch or supplier lot. The Receiving Material Bin provides a safe holding point to segregate suspect material, perform checks, and log results. You contain risk upstream instead of spreading it across multiple orders. Customer returns fall, and investigations speed up because the evidence is centralized.
Built For Real Plants: The CHENGZHU Difference
We manufacture for the realities you face: variability, tight footprints, and the need for equipment that just works.
• Purpose-Built Buffering: Ideal when incoming volumes exceed the pace of assembly or finishing.
• Uniform, Controlled Feeding: The spiral rotor meters parts smoothly to downstream stations, cutting bottlenecks.
• Scheduling Friendly: Acts as a central staging zone during product changes to reduce downtime.
• Quality Safeguard: Makes batch isolation and documentation straightforward.
Integration is simple. We size the bin to your takt, confirm the required dwell time, and align discharge with your conveyor or manual presentation method. The outcome is not theoretical – it’s felt on the floor as calmer operations and steadier output.
When To Act – and What To Expect
You don’t need a plant-wide redesign to see benefits. Start where the mismatch hurts most: the step that routinely overproduces or the machine that starves the next cell. Install a Receiving Material Bin, set clear capacity limits, and track three metrics for the first month: unplanned idle minutes, changeover duration, and forklift trips. Most sites see measurable drops in all three, alongside tighter adherence to schedule.
Call To Action:Ready to turn volatility into flow? Talk to CHENGZHU about specifying a Receiving Material Bin for your line. We’ll help you size the cache, tune the uniform feed rate, and integrate cleanly with existing equipment – so your team can stop firefighting and start producing with confidence.

 Blog · 10 月 15, 2025 Animal Carcass Rendering: Transforming Waste into Profitable By-Products Read More
Blog · 10 月 15, 2025 Animal Carcass Rendering: Transforming Waste into Profitable By-Products Read More