Manufacturing processes rely on the smooth flow of materials. However, one common issue many factories face is raw material pileups, which can disrupt production lines. Buffer Bin technology has emerged as a crucial solution to address this challenge. A Buffer Bin helps store excess materials temporarily, ensuring that production continues smoothly even when there’s an overflow of raw materials. By regulating the flow of materials between stages of the production process, Buffer Bin systems ensure a consistent and controlled supply of materials into the next phase. In this post, we’ll take a closer look at how Buffer Bin technology works, the benefits it offers to manufacturers, and why it’s an essential tool in modern production environments.
The Role of Buffer Bin in Preventing Raw Material Pileups
• Why Raw Material Pileups Occur
In a typical manufacturing setup, raw materials are processed in different stages, each with varying production speeds. Some stages may process materials faster than others, leading to an accumulation of raw or semi-finished materials at certain points on the production line. This surplus can cause several problems, including:
• Bottlenecks at certain stages of production
• Delays in product delivery
• Increased labor costs due to the need for manual handling
• Material damage or contamination due to improper storage
Without a solution to handle this excess, manufacturing efficiency can be significantly compromised.
• How Buffer Bin Technology Solves the Problem
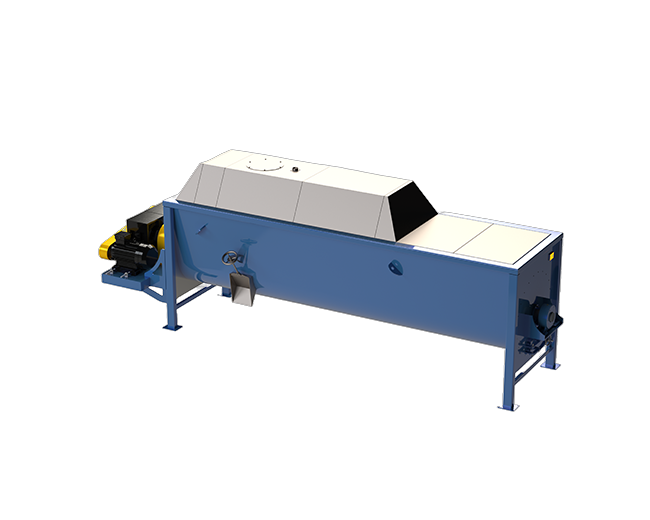
The Buffer Bin system is designed to address the problem of raw material pileups by storing surplus materials in a controlled environment. As materials are processed, the Buffer Bin acts as a temporary holding area, regulating the flow of materials into the production line. This helps ensure that downstream processes never get overwhelmed, allowing for a more balanced and smooth flow of production.
The system works by utilizing a mechanical spiral rotor, which helps separate and store materials in the bin. This ensures that materials are introduced into the production line at a consistent, uniform rate, preventing surpluses from backing up the system. Whether it’s raw materials arriving in large batches or a temporary slowdown in one part of the line, the Buffer Bin ensures that production continues without interruption.
Key Benefits of Buffer Bin Technology in Manufacturing
1. Balancing Production Line Speeds
In many production processes, different stages operate at different speeds. For example, one section of the line might produce goods faster than the next, leading to an overstock of materials that can’t be processed quickly enough. The Buffer Bin helps smooth out these discrepancies in production speeds. By temporarily holding surplus materials, the Buffer Bin creates a buffer zone between production stages, ensuring that each process can operate independently without causing delays. This balance allows the production line to run more efficiently, with less downtime and fewer interruptions.
2. Reducing Downtime and Maintaining Production Flow
Unexpected stops on a production line can have a ripple effect, causing delays and production bottlenecks. When one part of the line is halted for maintenance or repairs, the entire flow can grind to a halt. The Buffer Bin system helps mitigate this issue by ensuring that, even during downtime in one area of the production process, materials are still available to keep other sections running smoothly. With a Buffer Bin, materials are stored and ready to be used as soon as the production line resumes, minimizing downtime and ensuring continuous production. This also means that production capacity can be maximized, as the line won’t need to stop completely while waiting for materials to arrive or for other sections to catch up.
3. Supporting Flexible Material Scheduling
Manufacturing schedules often need to be adjusted based on market demand, equipment availability, or other factors. During times of change or when switching between different products, manufacturers need a flexible way to manage material flow. Buffer Bin systems act as a staging area for materials, making it easier to adjust production schedules quickly. The materials can be temporarily stored in the Buffer Bin and then transferred into the production line as needed. This flexibility helps manufacturers adapt to changes in demand without causing unnecessary delays or inefficiencies. By enabling quick material scheduling and transfer, the Buffer Bin ensures that the production line can respond quickly to shifts in demand, improving overall productivity.
The Impact of Buffer Bin on Inventory Control
1. Smarter Inventory Management
A major concern in manufacturing is managing inventory levels efficiently. If raw materials accumulate unnecessarily, manufacturers can face issues with overstocking, which can lead to wasted space, excessive holding costs, and material waste. The Buffer Bin system offers a solution by managing inventory more effectively. By regulating the flow of materials, the Buffer Bin ensures that only the right amount of material is stored and processed, preventing overstocking. It also provides manufacturers with better visibility into the materials in use, which allows for more accurate planning and forecasting. With an effective Buffer Bin system, manufacturers can avoid material shortages while keeping inventory levels manageable, reducing the risk of wasted resources and improving cost efficiency.
2. Enhancing Quality Control and Traceability
Another key benefit of Buffer Bin systems is their role in quality control. In manufacturing, maintaining consistent quality is essential, and defects in materials can disrupt the production process. The Buffer Bin offers a solution by allowing manufacturers to store materials temporarily in a controlled environment while quality checks are conducted. If any issues arise with a batch of materials, they can be isolated in the Buffer Bin until further inspection and processing are completed. The system also allows manufacturers to track batches and quality inspection results, providing traceability and facilitating quick identification of any material-related issues. By enhancing quality control, Buffer Bin systems help maintain product consistency and ensure that defects are caught before they can disrupt the entire production process.
Conclusion
The Buffer Bin is more than just a temporary storage solution for raw materials – it plays a critical role in ensuring that production lines run smoothly and efficiently. By preventing raw material pileups and managing material flow between stages, Buffer Bin technology helps manufacturers balance production speeds, reduce downtime, and improve overall productivity. With its ability to support flexible scheduling, control inventory, and enhance quality management, the Buffer Bin has become an indispensable tool in modern manufacturing. Whether you are managing raw material surpluses or optimizing your production line, a Buffer Bin system can provide the stability and efficiency your operations need. Manufacturers who invest in Buffer Bin technology are investing in a future of smoother, more efficient production processes that are better equipped to handle the challenges of today’s fast-paced manufacturing environments.
 Blog · 1 月 26, 2026 Rendering Plant for Slaughterhouse That Runs Clean and Stable Read More
Blog · 1 月 26, 2026 Rendering Plant for Slaughterhouse That Runs Clean and Stable Read More




