A Helical Screw Conveyor is often described as the quiet workhorse of bulk-handling systems. Thanks to a compact helical shaft, the device moves powders, granules, or small lumps through a closed trough with minimal spillage and almost no manual intervention. The technology, though simple in appearance, solves a complex challenge: how to guarantee steady, controllable flow without occupying excessive floor space or demanding high energy.
Inside the Helical Screw Conveyor
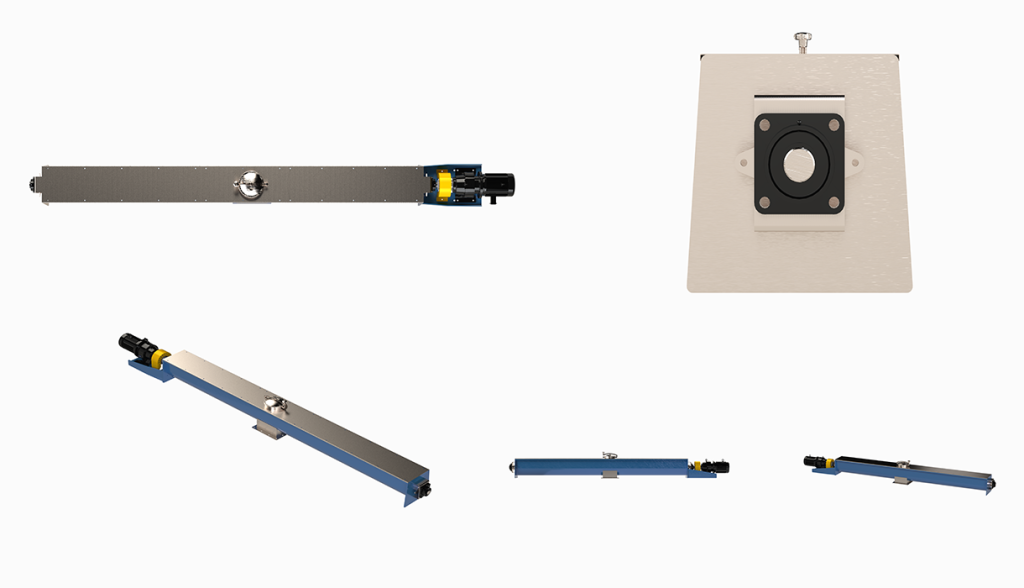
The working principle of a Helical Screw Conveyor is rooted in the centuries-old concept of the Archimedean screw – yet modern engineering has transformed it into a high-efficiency solution for today’s bulk handling needs. At its core, the system consists of a rotating steel shaft fitted with helical blades, which turn inside a stationary tube or U-shaped trough. As the shaft rotates, the blades push material forward along the axis of the screw, generating a steady and controllable flow. Unlike systems that rely on pulses, vibrations, or suction, this method provides continuous, gentle transport with minimal agitation. The speed and efficiency of the conveyor can be adjusted by modifying several key variables:
✅ Blade Pitch and Thickness – A wider blade pitch increases throughput, ideal for light, free-flowing materials. Meanwhile, thicker blades are better suited for abrasive or dense substances like crushed minerals or dry cement.
✅ Rotational Speed – Variable-frequency drives (VFDs) allow precise speed control. Slow speeds protect delicate materials like plastic pellets, while higher RPMs accelerate movement in heavy-duty operations.
✅ Tube Diameter – Larger diameters reduce friction and shear forces, minimizing product damage – especially crucial in food or pharmaceutical applications.
• Spiral Blade Geometry and Material Compatibility
The shape of the blade matters. Ribbon spirals reduce buildup when conveying viscous or sticky materials. Solid flights perform well with gritty, hard-wearing loads such as clinker or coal. For materials prone to clumping, such as fertilizers, paddle-style spirals offer better flow breakup.
• Inlet–Outlet Customization for Processing Lines
No two processing lines are alike. Inlets are often positioned beneath bulk discharge units like hoppers or filter presses, while outlets may be raised or redirected to feed weighers or packaging equipment. High-grade seals and dustproof covers help maintain cleanliness, reduce waste, and ensure compliance with environmental standards.
Industry Advantages and Proven Outcomes
Every sector values something slightly different – but a few benefits appear across the board.
✅ Steady Throughput, Lower Downtime
A sealed screw eliminates the surges typical of pneumatic lines, protecting downstream weighers and mixers. Maintenance records from a limestone-processing site show unplanned stoppages falling by 28 % after installing a covered conveyor with quick-release end plates.
✅ Compact Footprint
Where belt systems need wide turning radii, the helical unit can snake through narrow corridors, even mounting vertically for space-saving discharge to a mezzanine hopper.
✅ Energy Efficiency
Tests on grain terminals indicate that moving 20 t h⁻¹ of maize via Helical Screw Conveyor consumes roughly one-third of the power required by a vacuum system covering the same distance.
• Reduced Downtime Through Sealed Design
Dust ingress is a subtle cost driver. Bearings run hotter, and plant air filters clog sooner. A screw conveyor encloses the product, and, with proper labyrinth seals, keeps contaminants out of critical components.
• Energy Efficiency Across Load Profiles
Because torque rises gently with load, drives may be sized closer to average demand rather than worst-case peaks. A 15 kW motor routinely handles a 12-meter unit moving clinker; variable-frequency control caps inrush current on startup, trimming peak kVA charges in facilities billed for utility demand spikes.
Choosing the Right Partner
When a project demands precision, durability, and custom geometry, choosing the right manufacturing partner can be the difference between seamless performance and months of troubleshooting. A single, experienced OEM not only streamlines the supply chain – it significantly reduces the risk of design flaws and integration delays. Chengzhu is one such partner, bringing in-house design, fabrication, and testing under one roof to deliver purpose-built Helical Screw Conveyors with proven performance.
1) Tailored Configurations Backed by On-Site Evaluations
No two material-handling systems are identical. That’s why Chengzhu’s engineering team begins every project with an on-site evaluation. Field technicians gather essential data including bulk density, flowability, moisture content, and particle size distribution. These parameters inform a detailed simulation that replicates the customer’s operating conditions.
From there, the Helical Screw Conveyor is designed with the exact blade pitch, shaft diameter, liner material, and drive configuration needed for optimal wear resistance and consistent flow. For example, at a cement facility in northern China, a tailored configuration helped reduce liner replacements from twice annually to once every three years, significantly lowering both maintenance costs and downtime.
2) Long-Term Support and Efficiency Data
Chengzhu’s commitment doesn’t end at installation. Post-deployment, the company provides annual efficiency audits to track key performance metrics:
✅ Product carry-back at the discharge end
✅ Motor current compared to rated load
✅ Temperature patterns in bearings and gearboxes
These audits help operators spot early signs of wear or inefficiency, enabling predictive maintenance rather than costly emergency repairs. Over time, this approach not only extends equipment lifespan but also supports stable, uninterrupted production – one of the most valuable outcomes in any industrial environment.
Closing Insight
Material-handling challenges rarely stop at conveying alone. They touch dust control, energy bills, and workforce safety. By delivering steady, enclosed, and energy-lean movement, the Helical Screw Conveyor removes a cluster of small inefficiencies that add up to major savings over time. Facilities handling powder, grain, or small lumps often see the clearest gains: fewer spills, lower maintenance, and a cleaner production environment. Selecting a conveyor is therefore not merely a hardware choice; it is a strategic decision affecting every downstream process step. Detailed engineering, rigorous testing, and long-term monitoring – key elements of Chengzhu’s practice – turn a simple helix into a reliable backbone for modern production lines.

 Blog · 8 月 22, 2025 Feather Meal Plant Fertilizer: Organic Path to Healthy Soil Read More
Blog · 8 月 22, 2025 Feather Meal Plant Fertilizer: Organic Path to Healthy Soil Read More